| Сравнительный Критерий |
Окончательный вариант перевода: |
VS |
Станок с ЧПУ (числовым программным управлением) |
| Основной Принцип |
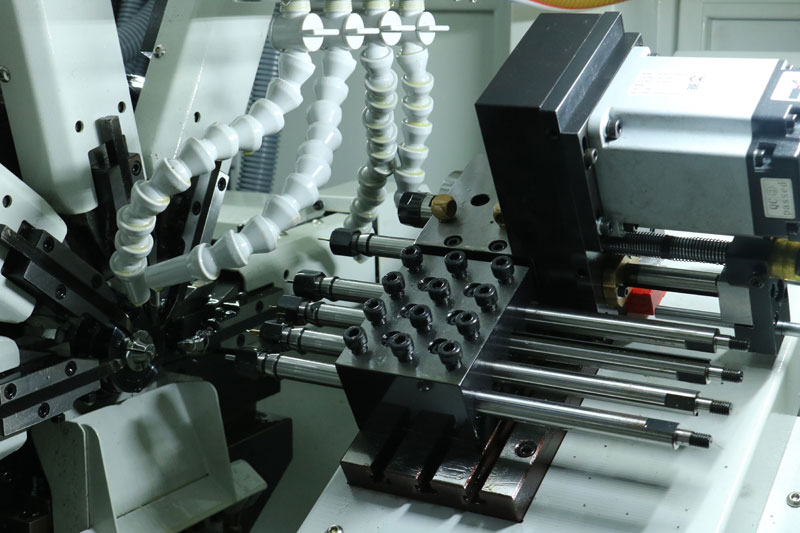
Станок токарный автоматический с кулачковым приводом |
- |
Станок с числовым программным управлением (ЧПУ) управляет движением инструмента и главного шпинделя с помощью серводвигателя и программирования (код G). |
| Применимая Сцена |
Механически жестко связанный с приводом инструмента/шпинделя кулачок управляет движением, а заданный профиль кулачка регулирует процесс обработки. |
< |
Множественные разновидности, небольшие партии, сложные поверхности/необычные детали (например, запасные части для пресс - форм, изготовленные на заказ конструкционные детали, поддержка частой смены продукции). |
| Производственная Эффективность |
Типичный случай, когда станок используется для массового производства стандартизированных деталей (например, шурупов, валов, фитингов и т. д.) с ежедневным объемом выпуска более 10 000 изделий. |
> |
Требуется последовательное программирование и отладка при смене продукции, цикл изготовления одной детали относительно длинный, но поддерживаются сложные операции (например, многокоординатная фрезеровка). Время перемещения инструмента без резки долгое. |
| Точность Механической Обработки |
Время цикла чрезвычайно короткое (от нескольких секунд до долей секунды), станок работает стабильно 24 часа в сутки, подходит для сценариев, где приоритетом является «эффективность». |
< |
Зависит от отклика сервосистемы и расчетов программного обеспечения, в длительной эксплуатации может возникать мелкие отклонения из - за теплового расширения/ошибок системы. Но точность высококачественных станков может достигать около 0,005 мм. |
| Конструктивная Жесткость Механизма |
Зависит от точности изготовления кулачка, точность средняя, обычно около ±0,02 мм. |
< |
Более жесткий, может обрабатывать различные металлы с высокой твердостью |
| Диаметр Механической Обработки |
Подходит для обработки более мягких металлов (медь, свободно режущаяся сталь, алюминий и т. д.) диаметром 1–25 мм. Если диаметр заготовки немного больше, эффективность может быть низкой из-за недостаточной жесткости. |
< |
От 0,5 до 400 мм, можно устанавливать зажимные цанги, подходит для различных стержневых материалов или необычных деталей |
| Пороговое Значение Работы |
Хотя программирование не требуется, в настоящее время очень мало техников занимаются работой на таких станках, кадры испытывают дефицит, подготовка кадров занимает длительное время, поэтому сложно найти высокооплачиваемых специалистов. |
< |
Требуется опытный оператор/программист, при смене продукции необходимо написать код G и отладить, много обученных кадров предоставляют учебные заведения, персонал легко нанять, заработная плата средняя |
| Первоначальные Инвестиции |
Базовая модель имеет относительно невысокую цену (особенно для стандартизированных деталей), а соотношение цены и качества высокое. |
> |
При одинаковых характеристиках цена выше, но при поддержке сложной обработки нет необходимости в дополнительном оборудовании. |
| Затраты на Техническое Обслуживание |
Простая конструкция (кулачок плюс направляющие и передаточные элементы), низкие затраты на обслуживание, низкая стоимость (требует только регулярной смазки/замены кулачков). |
> |
Зависит от сервомоторов, системы ЧПУ и других точных компонентов, обслуживание сложное, стоимость высокая (требуется настройка специалистами). |
| Гибкость |
Регулировать станок сложно, для каждого изменения продукта требуются индивидуальные кулачки, не рекомендуется обрабатывать разные детали. Подходит только для фиксированных деталей, гибкость крайне низкая. |
< |
Можно быстро переключаться между задачами обработки путем изменения программы, поддерживает изменения в проектах, высокая гибкость. |
| Степень Интеграции Функций |
Базовые операции токарных станков, такие как обточка наружного диаметра, нарезание канавок, снятие фасок, сверление, нарезание резьбы и т. д. |
< |
Можно устанавливать различные модульные конфигурации на заказ, мощная функция обработки, широкая применимость |
| Автоматизированная Функция |
Заготовка оснащена автоматическим устройством подачи, подача с помощью вибрационного стола используется редко. |
< |
Различные нестандартные способы подачи стержневых материалов, вибрационные барабаны, механические манипуляторы и т.д. |
| Типичные Выгодные Сцены |
Массовое производство мелких деталей с «низкой себестоимостью и высокой однородностью» (например, стандартные детали для фурнитуры и электронные аксессуары). Подходит для обработки продукции среднего и нижнего ценового сегмента, с низкой добавленной стоимостью, но высоким спросом. |
- |
Мелкосерийное производство на заказ, обработка сложных поверхностей с высокой добавленной стоимостью, изготовление высокоточных деталей (например, запасные части для аэрокосмической отрасли, медицинские приборы). |