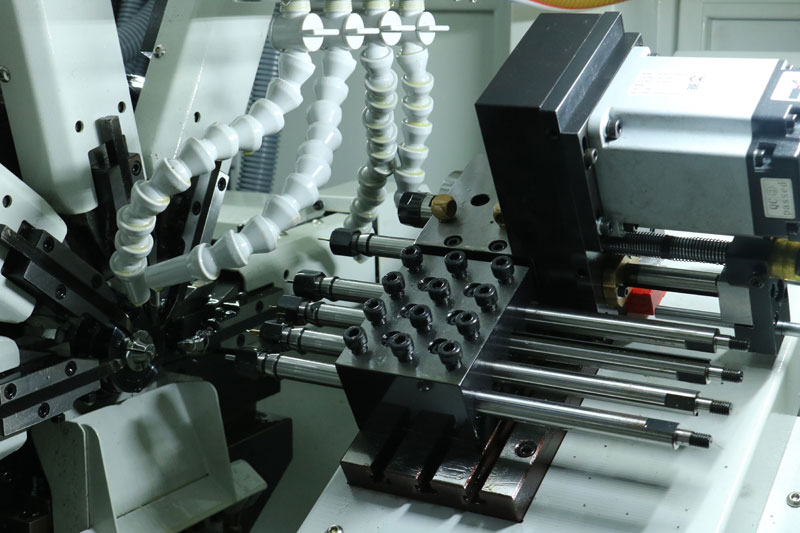
Благодаря уникальной конструкции и технологическим характеристикам центробежный токарный станок с ЧПУ (далее «центробежный станок») решил проблемы традиционных токарных станков с ЧПУ, такие как большое отношение длины к диаметру, низкая жесткость, легкость деформации и т.д. Центробежный станок имеет подвижную структуру шпиндельной коробки и перемещается в осевом направлении вместе со шпинделем.
Центрирующий станок имеет подвижную структуру шпиндельной коробки, заготовка зажимается шпинделем и перемещается в осевом направлении вместе со шпинделем, а инструмент закреплен. Благодаря такой конструкции сила резания всегда действует на наиболее жесткий корень заготовки (вблизи зажимной части).
В обычных токарных станках инструмент перемещается таким образом, что на тонкие выступы вала действуют неравномерные силы, что приводит к болтанке и деформации. В случае центрового станка изгибная деформация, вызванная силами резания, противодействует изменению траектории резания (от хвоста к головке заготовки), в то же время инструмент контактирует с заготовкой в точке контакта.
При этом жесткость инструмента в точке контакта с заготовкой всегда находится в наилучшем состоянии. Обычные токарные станки склонны к появлению «бамбуковой» ряби в хвостовой части из-за однонаправленного резания инструмента.
Центрирующий станок жестко поддерживает передний конец прутка через центральную направляющую втулку (направляющая втулка вращается синхронно для уменьшения износа) и снижает деформацию материала более чем на 60 % во время резки. В традиционном токарном станке отсутствует конструкция направляющей втулки, и тонкий вал подвержен явлению «низкой головы» при высокоскоростном резании, что влияет на соосность.
Один зажим для завершения многопрофильной обработки, центробежный станок, оснащенный многопозиционным фиксированным инструментом и электроинструментом, может быть завершен в зажимном цилиндрическом токарном, сверлильном, фрезерном пазе, нарезании резьбы и других процессах. Например, при обработке длинных и тонких валов со шпоночными пазами традиционные токарные станки необходимо переключать на фрезерные станки для вторичного зажима.
В то время как центрирующий станок обеспечивает непрерывную обработку благодаря револьверной передаче, эффективность повышается более чем на 40 %.