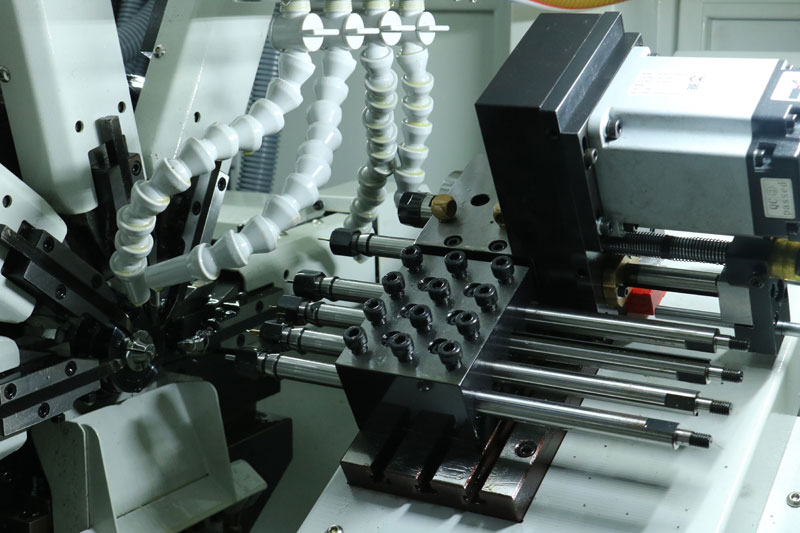
2.Швейцарский токарный станок обычно оснащается многоосевой системой ЧПУ (например, Fanuc, Syntec, Mitsubishi) и интегрирует такие функциональные модули, как:
• Ось Y (радиальная подача);
• Ось C (вращающаяся силовая револьверная головка);
• Вспомогательный главный вал (Sub-spindle).
• Главный вал отвечает за вращение прутка и его осевую подачу;
• направляющая втулка синхронно движется вместе с главным валом, поддерживая хвост прутка;
• силовая револьверная головка оси Y выполняет фрезерование, сверление, нарезание резьбы и другие радиальные операции (перпендикулярно оси главного вала);
• вспомогательный главный вал, управляемый сервоприводом, согласованно работает с главным валом (например, главный вал зажимает один конец детали, а вспомогательный — с другого, после чего осуществляет разрезание и вторичную обработку), что позволяет проводить «одновременную обработку с двух концов».